PHƯƠNG PHÁP HÀN HÓA NHIỆT CHỐNG SÉT – ĐƯỢC PCCC DAK LAK ÁP DỤNG
HÀN HÓA NHIỆT CHỐNG SÉT
Hàn hóa nhiệt chống sét (exothermic welding) là phương pháp dùng phản ứng hóa học để tạo mối nối đồng nguyên khối bền vững, dẫn điện tốt nhất giữa dây cáp và cọc tiếp địa. Một bộ hoàn chỉnh bao gồm khuôn hàn (Goldweld, Kumwell, Cadweld), thuốc hàn, tay kẹp và súng mồi, giúp đảm bảo an toàn, chống ăn mòn và tuổi thọ cao cho hệ thống tiếp địa.
CÁC THÀNH PHẦN CHÍNH CỦA BỘ HÀN HÓA NHIỆT:

Khuôn hàn hóa nhiệt (Graphite Mold): Được làm từ vật liệu graphite cao cấp, chịu nhiệt độ cao, dùng để định hình mối hàn (nối chữ T, chữ U, cọc-cáp). Các thương hiệu phổ biến gồm Goldweld, Kumwell (Thái Lan), Cadweld (Mỹ), Exoweld (Hàn Quốc).
Thuốc hàn hóa nhiệt (Welding Powder): Hỗn hợp bột nhôm và đồng oxit, khi đốt cháy tạo ra nhiệt độ hơn để nóng chảy đồng, tạo liên kết bền vững. Các thương hiệu như Goldweld, Kumwell, Furseweld, Exoweld.
Tay kẹp khuôn (Handle Clamp): Dụng cụ giữ khuôn hàn chắc chắn, đảm bảo an toàn cho người thao tác.
Súng mồi/Thuốc mồi (Ignitor): Dụng cụ đánh lửa để kích hoạt phản ứng cháy của thuốc hàn.
Ưu điểm của mối hàn hóa nhiệt:
Kết nối vĩnh cửu: Mối hàn nóng chảy đồng nhất, không bị oxy hóa hay lỏng lẻo theo thời gian.
Dẫn điện tốt: Điện trở mối hàn tương đương hoặc nhỏ hơn điện trở dây dẫn.
Chịu được dòng sét cao: Không bị nóng chảy khi có dòng sét cường độ lớn đi qua.
PHÂN LOẠI MỐI HÀN PHỔ BIẾN:
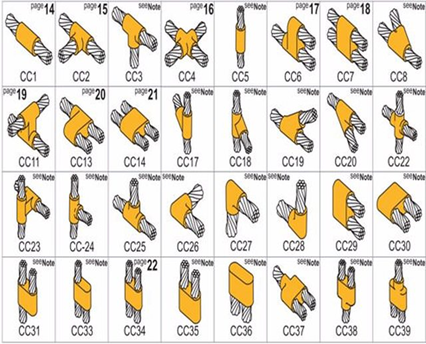
Nối thẳng (Straight): Cáp với cáp, cọc với cáp.
Nối chữ T (T-shape): Cáp rẽ nhánh.
Nối chữ U/Cặp (Cross): Cáp cắt nhau hoặc cọc với cáp

Để có một mối hàn đẹp như “trong tranh” (bóng, không rỗ, màu đồng rực rỡ), bạn cần tuân thủ kỷ luật 7 bước sau:
- Chuẩn bị bề mặt dây dẫn Làm sạch đoạn dây đồng/thép mạ đồng tại vị trí hàn bằng giấy nhám hoặc bàn chải thép. Loại bỏ hoàn toàn dầu mỡ, bùn đất, lớp oxy hóa và hơi ẩm. Dây ẩm là nguyên nhân số 1 gây nổ bắn xỉ nguy hiểm.
- Chọn khuôn và bột hàn phù hợp Căn cứ tiết diện dây (mm²), loại kim loại (đồng, thép mạ, thép không gỉ) và kiểu kết nối (T-connection, thẳng, cross, dây-thanh, dây-bản đồng). Mã khuôn và mã bột phải tương ứng — không được thay thế tùy tiện.
- Kiểm tra và lắp ráp khuôn Vệ sinh khuôn graphite bằng bàn chải nhỏ, kiểm tra không có vết nứt. Lắp hai nửa khuôn, kẹp chắc bằng kẹp C. Đặt dây vào đúng rãnh. Kiểm tra khuôn đóng kín — ánh sáng không lọt qua khe hở.
- Đặt đĩa thép lọc Đặt đĩa thép mỏng (steel disc/retaining disc) vào đáy buồng hàn trước khi đổ bột. Đĩa này ngăn bột hàn chưa phản ứng rơi xuống buồng khuôn, đảm bảo đồng lỏng đi qua sạch.
- Đổ bột hàn vào khuôn Mở gói bột Exothermic, đổ toàn bộ vào buồng phản ứng (crucible) của khuôn. Đối với khuôn có sẵn lỗ mồi lửa (starting powder), rắc một lượng nhỏ bột khởi mồi lên trên. Đóng nắp khuôn lại.
- Mồi lửa và thực hiện phản ứng Dùng súng đánh lửa (flint gun) hoặc que mồi chuyên dụng. Hướng súng vào lỗ mồi, bóp cò từ khoảng cách an toàn. Phản ứng xảy ra tức thì (~3 giây), tỏa sáng cam/vàng mạnh. KHÔNG cúi nhìn trực tiếp. Chờ 30–60 giây cho đồng đông đặc.
- Mở khuôn, làm sạch và kiểm tra Tháo kẹp C, mở nhẹ khuôn. Dùng búa nhỏ gõ nhẹ để tách xỉ Al₂O₃ bao quanh mối hàn. Kiểm tra trực quan: mối hàn phải có màu đỏ đồng sáng, đầy đặn, không rỗ, không nứt. Vệ sinh khuôn bằng bàn chải và bảo quản khô ráo cho lần sau.




